Линотиптік машина - Linotype machine


The Линотиптік машина (/ˈлaɪnəтaɪб/ ЛИНА-ə-тип ) қолданылған «сызықты құю» машинасы болды басып шығару сатылған Mergenthaler Linotype компаниясы және байланысты компаниялар.[1] Бұл болды ыстық металды теру блоктарын шығаратын жүйе металл түрі жеке пайдалануға арналған. Линотип 19-шы ғасырдың аяғынан 1970-80-ші жылдарға дейінгі газет, журналдар мен постерлерге типті, әсіресе кіші көлемді мәтінді қоюдың негізгі әдістерінің бірі болды,[1] ол негізінен ауыстырылған кезде фототиптеу және компьютер теру. Машинаның атауы оның бүкіл металл сызығын шығаратындығынан шыққан түрі бірден, демек а сызық типі, алдыңғы салалық стандартқа қарағанда едәуір жақсару, яғни а. қолдану арқылы әріптермен әріптермен теру композициялық таяқша және «жағдай» деп аталатын таяз бөлінген науалар.
Машинаның линотиптік операторы мәтінді 90 символдан тұратын пернетақтаға енгізеді. Машина құрастырады матрицалар, бұл әріптік формаларға арналған қалыптар, жолда. Содан кейін жиналған сызық а деп аталатын жеке бөлік ретінде құйылады жалқау, балқытылғаннан металл түрі ретінде белгілі процесте ыстық металды теру. Содан кейін матрицалар кейінірек қайта пайдалану үшін олар шыққан журналға қайтарылады. Бұл теру мен композицияны түпнұсқа қол композициясына қарағанда әлдеқайда тездетуге мүмкіндік береді, мұнда операторлар бір алдын ала құйманы орналастырады глиф (металл әріп, тыныс белгісі немесе бос орын) бір уақытта.
Машина теруді және әсіресе газет шығаруды түбегейлі өзгертті, бұл операторлардың салыстырмалы түрде аз санына күнделікті көптеген беттерге түрін қоюға мүмкіндік берді. Ottmar Mergenthaler 1884 жылы линотипті ойлап тапты.
Тарих
1876 жылы а Неміс сағат жасаушы, Ottmar Mergenthaler, кім қоныс аударды АҚШ 1872 жылы,[2] жақындады Джеймс О. Клефан және оның серіктесі Чарльз Т.Мур, ол тезірек баспа жолын іздеді заңды брифингтер.[3] 1884 жылға қарай ол металды әріп формаларын құрастыру идеясын ойластырды матрицалар, және балқытылған металды құю олардың барлығын бір машина ішінде.[2] Оның алғашқы талпынысы идеяны дәлелдеді және жаңа компания құрылды. Мергенталер өзінің өнертабысын жетілдіре отырып, тәуелсіз матрица машинасы туралы идеясын одан әрі дамытты. 1886 жылы шілдеде баспада бірінші коммерциялық қолданылатын линотип орнатылды New York Tribune. Мұнда ол бірден күнделікті қағазға және үлкен кітапқа қолданылды. Линотиптің жаңа әдісімен тұңғыш құрастырылған кітап, Ашық аспан астындағы спорттың трибуналық кітабы.[4]
Бастапқыда Mergenthaler Linotype компаниясы желілеу машиналарын шығаратын жалғыз компания болды, бірақ уақыт өте келе басқа компаниялар оларды шығара бастайды. Intertype компаниясы линотипке ұқсас және линотиптің матрицаларын қолданатын Intertype машинасын шығарды, өндірісті 1914 жылы бастады. Мергенталер күрделі формаға мақтанған жерде шойын олардың машинасындағы бөлшектер, Intertype көптеген ұқсас бөлшектерді өңдеді болат және алюминий.
1970-80 ж.ж. ірі газет шығарушылары зейнеткерлікке шыққан линотипті және осыған ұқсас «ыстық металды» теру машиналарын оларды ауыстырумен ауыстырды фототиптеу жабдықтар және кейінірек компьютерлік теру және беттерді құрастыру жүйелері. 2020 жылғы жағдай бойынша[жаңарту],[5] Америка Құрама Штаттарында линотипті қолданып жүрген соңғы газет Сагауач айы.[6][7] Le Démocrate de l'Aisne Батыс Еуропадағы соңғы болып табылады.[8]
Шолу

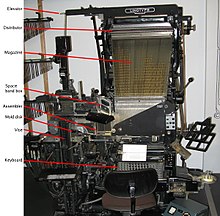
Линотиптік машина төрт негізгі бөлімнен тұрады:
- Журнал
- Пернетақта
- Құю механизмі
- Тарату механизмі
Оператор машинамен мәтін жолдарын құрай отырып, пернетақта арқылы өзара әрекеттеседі. Қалған бөлімдер автоматты; олар сызық толығымен құрылғаннан кейін басталады.
Кейбір линотиптік машиналарда қағаз таспа оқу құралы болды. Бұл мәтінді телеграф желісі арқылы жеткізуге мүмкіндік берді (TeleTypeSetter ). Сондай-ақ, бірнеше лента перфораторы операторларына қағаз таспасын линотиптің бір машинасымен өңдеуге дайындауға мүмкіндік берді, бұл негізінен операторлардың теру жылдамдығын линотип машинасының жұмыс жылдамдығынан ажыратады.
Дизайн
Матрицалар

Әр матрица а-ның бір таңбасына арналған әріптік форманы қамтиды қаріп түрі; яғни белгілі бір өлшемдегі белгілі бір типті дизайн. Әріп формасы матрицаның бір жағына ойып жазылған. 14-ке дейінгі өлшемдер үшін ұпай, ал кейбір матрицаларда өлшемдері 16-дан 24 баллға дейін матрицаның екі әріптік формасы бар, олар қалыпты және көмекші позицияларда. Қалыпты позиция берілген таңбаның тік (римдік) түріне ие, ал көмекшіге көлбеу (Көлбеу) сол таңбаның формасы қолданылады, бірақ бұл қалың мәтін формасы немесе тіпті басқа қаріп болуы мүмкін. Машина операторы екеуінің қайсысын таңдауға болады қосалқы рельс туралы құрастырушы, немесе курсивтің барлық жолдарын орнату кезінде қақпақ, бұл бірінші лифт бағанының бөлігі астында бұрыла алатын бөлік. Ескі теру терминдерінің шығу тегі осында жоғарғы рельс көлбеу және төменгі рельс римдік кейіпкерлерге арналған. Бұл терминдер фототүсіру технологиясында сақталды, дегенмен қосалқы рельстің механикасы жоқ. Линотиптің матрицасындағы таңба әдеттегі жылжымалы типтегі әріп ретінде инверсияланбайды және әріп жоғары көтерілмей, оның үстіңгі жағында кесілген. Себебі матрица қағазға басып шығару үшін тікелей пайдаланылмайды, керісінше, ол металл шлам құйылатын қалыптың бөлігі ретінде қолданылады. Еріншектің керісінше ерекшеліктері бар: сондықтан матрица болмайды.
Журнал бөлімі

Журнал бөлімі - бұл матрицалар қолданылмаған кезде ұсталатын және оператор пернетақтадағы пернелерге тиген кезде шығарылатын машинаның бөлігі. Журнал - «арналарды» құрайтын тік сепараторлары бар жалпақ қорап, қаріптің әр таңбасы үшін бір арна. Басты журналдардың көпшілігінде 90 арна бар, ал үлкенірек қаріптерге арналған журналдарда 72 немесе тіпті 55 арна бар. Кейбір машиналарда қолданылатын қосалқы журналдарда 34 канал немесе үлкенірек қаріптер бар журнал үшін 28 арна бар.
Журналда белгілі бір ақпарат бар қаріп түрі; яғни белгілі бір өлшемдегі белгілі бір типті дизайн. Егер басқа өлшем немесе стиль қажет болса, оператор басқа журналға ауысар еді. Linotype машинасының көптеген модельдері бірнеше журналдарды (төртеуіндей) бір уақытта қолда ұстай алатын. Олардың кейбіреулерінде оператор журналды стендімен көтеру немесе түсіру арқылы басқа журналға ауыса алады.[9] Мұндай машиналар қаріптерді бір жолда араластыруға жол бермейді. Басқалары, мысалы, 25 және 26 модельдер бір жолдағы екі журналдағы мәтінді ерікті түрде араластыруға рұқсат берді, ал 9 модель бұл мүмкіндікті бір жолда төрт журналға дейін араластыруға дейін кеңейтті.
Қашу
Линотипті машинада термин қашу журналдың төменгі жағында матрицаларды пернетақтада пернелер басылған кезде бір-бірден шығаратын механизмдерге қатысты. Бар қашу журналдағы әр арна үшін.
Техникалық қызмет көрсету және майлау
Матрицалардың бүкіл машинада бірқалыпты айналымын қамтамасыз ету үшін матрицалық жолға жақын жерде майды жібермеу керек. Егер матрицаның жолында май табылса (абайсызда күтім жасау немесе жақын жердегі бөлшектерді шамадан тыс майлау салдарынан), ол шаңмен біріктіріліп, матрицалар арқылы журналға қойылатын сағыз тәрізді зат түзеді. Ең көп таралған нәтиже - бұл матрица журналдан әдеттегі жылдамдықпен босатылмайды және әрдайым дерлік ассемблердегі бір-екі хаттан - «матрицалық транспозициядан» шығады. Бұл машиналар ауыр жағдайда болған кезде оператор 4000-нан астам түрін орнатуы ғажап емес едіэмс сағатына, ең жылдам операторлар сағатына 10 000 эмс-тен асыра алатындығымен (бүгінгі қондырғыларда минутына шамамен 10-дан 30 сөзге дейін), сондықтан мұқият майлау және жүйелі тазалау бұл машиналардың толық қуатта жұмыс істеуі үшін өте маңызды болды.
Пернетақта және композиция бөлімі
Композиция бөлімінде оператор пернетақтадағы жолға мәтін енгізеді. Әр перне пернетақтаның жоғарғы жағында орналасқан журналдан матрица шығарады. Матрица каналдар арқылы матрицалар шығарылған ретімен қатарласа орналасқан ассемблерге өтеді.
Бос орын қажет болғанда, оператор ғарыштық тетік пернетақтаның сол жағында. Бұл а ғарыштық жолақ ғарыш жолағының қорабынан. Ғарыштық таспалар матрицалардан бөлек сақталады, өйткені олар журналға сыймайды.
Жолға жеткілікті мәтін енгізілгеннен кейін, оператор басады құю тұтқасы пернетақтаның алдыңғы оң жақ бұрышына орнатылған. Бұл құрастырушыдағы аяқталған сызықты «жеткізілім арнасындағы» екі саусақтың арасына көтеріп, ұстап тұрған жерді ұстап тұрған күйінде бір уақытта басады. Содан кейін серіппелі жеткізілім каналы желіні машинаның құю бөліміне тасымалдайды және құю бөлігін қозғалысқа келтіретін іліністі және одан әрі тарату бөліміне қосады. Оператор енді сызықпен аяқталды; қалған өңдеу автоматты түрде жүреді. Жол беріліп жатқан кезде оператор келесі жолға мәтін енгізуді жалғастыра алады.
Пернетақта

Пернетақтада 90 перне бар. Әдеттегі тәртіп - сол жақта қара кілттер кіші әріптерге, оң жақта ақ кілттер бас әріптерде, ал орталықта сандар, тыныс белгілері, бос орындар, кішкене бас әріптер және басқа заттар үшін көк кілттер болды.[10] Жоқ ауысу кілті жазу машинкаларында кездесетін түр.
Әріптердің орналасуы шамамен әріптер жиілігіне сәйкес келеді, сол жақта жиі қолданылатын әріптермен. Кілттердің алғашқы екі бағанына: e, t, a, o, i, n; және s, h, r, d, l, u. Linotype операторы теру қателерімен саусақтарды осы екі қатарға жүгіріп өтіп, жолды мағынасыз сөздермен толтырады. etaoin shrdlu. Бұл «жүгіру» деп аталады. Жиі құрастырушының ішіндегі сызықты қолмен түзетуден гөрі, жаман шламды шығару тезірек болады. Ілініп тұрған слезді құйғаннан кейін немесе корректор алып тастайды.
Линотиптік пернетақтада екі рет берілген алфавит орналасуы бар, бір рет кіші әріптер үшін, пернелер пернетақтаның сол жағында, қара түсті пернелер үшін, ал бір рет бас әріптер үшін ақ түсті пернелер, оң жақта орналасқан пернетақта. Ортадағы көк пернелер - тыныс белгілері, цифрлар, кіші бас әріптер және ені бойынша бос орындар. Пернетақтаның дұрыс жұмысында тәжірибелі оператордың сол қолы тек кеңістіктік перне мен пернелердің сол бағанында жұмыс істейді. Оператордың оң қолы бүкіл пернетақтадағы қалған пернелерді басады.
Пернетақтаның пернелері баспалдақтарға тік басу арқылы қосылады.[11] Кілт басылған кезде журналдан матрица шығаратын сәйкес қашу іске қосылады. Бір ерекшеліктен басқа, әрбір кілт стандарттағы арнаға тікелей сәйкес келеді (90 арна) журнал. Ерекшелік - кіші әріп e: бұл әріпті жиі қолданатындай 90 арна Журналда 91 арна бар, оның екі арнасы (сол жақтағы екеуі) хат үшін қолданылады e. Сол сияқты 72 арна Журналда 73 канал бар, сол жақта екеуі кіші әріптерде қолданылады e. Баламалы сызықтар матрицаларды екеуінен кезек-кезек шығарады e журналдағы арналар.[12]
Бірнеше журналды қолдайтын машиналарда пернетақтаға қазір журналдың қайсысы қосылғанын басқаратын ауысым механизмі бар. Көптеген машиналарда бұл журналдар бумасын көтеру немесе төмендету арқылы жасалады.[13]
Ғарыштық қорап

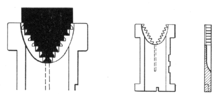
Негізделген мәтінде бос орындар ені бойынша белгіленбейді; олар барлық сызықтарды ені бойынша тең етіп жасау үшін кеңейеді. Линотиптік машиналарда мұны ғарыштық жолақтар жасайды. Ғарыштық жолақ өлшемі мен формасы бойынша типтік матрицаға ұқсас, екіншісінде ұзын құйрықты екі сынадан тұрады. Сынаның кең бөлігі құйрықтың төменгі жағында орналасқан, сондықтан құйрықты жоғары итеру кеңістікті кеңейтеді.
Көлеміне байланысты ғарыштық белдеулер журналда емес, ғарыштық қорапта сақталады[14] және пернетақтаның сол жақ шетіндегі кеңістіктік тетікті басу арқылы бір-бірден босатылды.
Ассемблер
Журналдан шыққан матрицалар және ғарыштық қораптан босатылған ғарыштық белдеулер ассемблерге түседі. Бұл матрицалар мен кеңістіктік белдеулерді ұстайтын рельс, сол жақта иек қажетті сызық еніне орнатылған. Оператор сызықтың толыққа жақын екендігі туралы шешім қабылдаған кезде, ол пернетақтаның төменгі жағындағы құю тетігін көтереді жіберу линотипті машинаның құю бөліміне сызық. Осы желі үшін қалған өңдеу автоматты түрде жүреді; дайын жол кастинг бөліміне ауыстырылғаннан кейін, оператор мәтіннің келесі жолын құруға кірісе алады.
Кастинг бөлімі
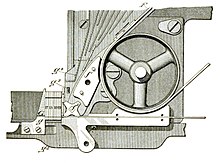
Машинаның құю бөлімі оператор аяқталған кезде іске қосқан кезде үзіліспен жұмыс істеді. Толық кастинг циклінің уақыты тоғыз секундтан аз болды. Кастинг бөлімі үшін мотивтік қуат а ілінісу - үлкен диск жұмыс жасайтын диск камералар (пернетақта мен дистрибьютор бөлімдері әрдайым жұмыс істеді, өйткені тарату әлдеқайда ұзаққа созылуы мүмкін; алайда дистрибьютордың алдыңғы бөлігі матрицалардың келесі жолы таралмай тұрып жұмысын аяқтады). Машинаның құрылысы бұрынғы жолдың журналға оралуы да, келесі жолдың құрамы да өте жоғары өнімділікке мүмкіндік беріп, қазіргі сызық құйылған кезде орын алуы мүмкін болатын.
Ескі машиналарда әдетте а 1⁄3-күштік күш (250 Вт) 850 немесе минутына 1140 айналымды қозғалтқыш, негізгі ілінісу дөңгелегіне бағытталған, құю циклі жұмыс істеп тұрған кезде ішкі білік осы дөңгелекті қосады. Бұл дөңгелектегі сыртқы былғары белдік секундқа жүгірді білік ол дистрибьюторды және клавиатуралық матрицалық конвейерді және осы біліктің қосымша белдеуі арқылы шығуды қамтамасыз етті. Газбен жұмыс істейтін кәстрөлдер, мысалы, төмендегі суреттегідей, алдыңғы жылдары кеңінен таралған, олар кастрюльді термостатикалық бақылаумен (температура кезінде жоғары жалын және температураға дейін төмен жалынмен), содан кейін ауызға арналған екінші кішігірім оттық пен тамақты жылыту, 1500 ватт электр кастрюльдерінде жұмыс істейтін, қазіргі кезде реостатпен басқарылатын ауыз қуысы мен тамақ жылытқыштары бар электр қондырғыларымен (электр модельдерінде бірнеше жүз ватт). Темірді қорғасын мен қалайы түріндегі металды құюдың алдында сұйылту үшін дәл етіп реттеді. Жаңа машиналар және 36 EM матрицасының өлшемінен үлкен машиналар, әдетте, стандартталғанды қолданады 1⁄2v-белдіктерден кейінгі ат күші (370 Вт) қозғалтқыш 1930 жылдары кең тараған. Ірі машиналарда «екі қазан» деп аталатын, неғұрлым үлкен газ оттықтары, немесе 2250 ватт кастрюль жылытқыштары және ауыз бен тамақ жылытқыштары үлкен болған. Ең заманауи линотиптерде ауыз қуысы мен тамақ жылытқыштары термостатикалық бақылаумен, реостаттың қолмен реттелуімен жақсару немесе газ жалынының реттелуі болды. желілік білік электр қуаты жоқ жерлерде жұмыс істейтін машиналар.
Құю бөлімі құрастырушыдан аяқталған сызықтарды алады және оларды линотип машинасының өнімі болып табылатын типті шлюздерді шығаруға пайдаланады. Құю бөлімі автоматты түрде жүзеге асырылады: оны оператор құю тұтқасын көтеру арқылы аяқталған сызықты жіберумен іске қосқаннан кейін, жұдырықшалар мен иінтіректер матрицаларды құю бөлімі арқылы жылжытады және шлам шығаратын қадамдардың реттілігін басқарады.
Құю материалы - бұл қорытпа қорғасын (85%), сурьма (11%), және қалайы (4%),[15] және кастингтің деформациясы мен кемістігі дами бастағанға дейін 300 000 әсер алуға қабілетті біртұтас құю шламын шығарады және түрін қайтадан құйып алу керек.
Балқытылған қорытпаның үздіксіз қызуы қоспадағы қалайы мен сурьманың жоғары деңгейге көтерілуіне және басқа қоспалармен бірге тоңып, «дросс» деп аталатын затқа айналуына алып келеді. Шамадан тыс дросс түзілуі қорытпаның жұмсартылуына әкеледі, себебі қорғасынның үлесі артады. Содан кейін қоспаны талдау керек және қорытпаның бастапқы беріктігі мен қасиеттерін қалпына келтіру үшін қалайы мен сурьманы қайтадан қосу керек (арнайы пропорцияланған қорытпа түрінде).
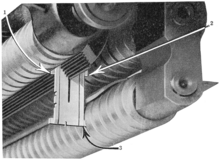
Негіздеме

Ассемблерден құрастырылған сызық бірінші лифт дейін ақтау. Ниссаның екі иегі бар (суретте 1 және 2), олар қажетті жол еніне орнатылған. Енді сызықты дәлелдеу үшін кеңістіктер кеңейтілді. Сызық ақталған кезде матрицалар шприцтің иектерінің арасына тығыз орналасады, бұл сызық құйылған кезде балқытылған типтегі металдың қашып кетуіне жол бермейді.
Негіздеуді серіппелі қошқар (5) жүзеге асырады, егер ол машинада Star Parts автоматты гидравликалық төртбұрыш қондырғысы немесе линотиптік гидроквадрат орнатылмаған болса, ғарыш жолақтарының құйрығын көтереді.[16]
Егер оператор жеткілікті таңбаларды жинамаған болса, сызық дұрыс ақталмайды: тіпті кеңістіктік белдеулер кеңейтілген болса да, матрицалар тығыз емес. Нысанның қауіпсіздік механизмі мұны анықтайды және құю жұмысын тоқтатады. Мұндай механизм болмаса, нәтиже а болады скверт матрицалар арасындағы саңылаулардан тозаңдататын металдың балқытылған түрі, бұл көп уақытты алады және операторға қауіп төндіреді.[17] Егер сквирт пайда болған болса, онда операторды ұстап алу әдетте болды тозақ шелек ағынды қорғасынды ұстап ал. Шелек әлі өте ыстық болған балқытылған қорғасын ұстап тұрып, «тозаққа» түсетіндіктен немесе еріп кететіндіктен оны осылай атаған. Сондай-ақ, операторға төнетін ықтимал қауіп-қатерлермен бірге қорғасын құймаларын құю үшін балқытудың нәтижесі болғандықтан, улы қорғасын түтіндері болуы мүмкін.
Диск және тигель
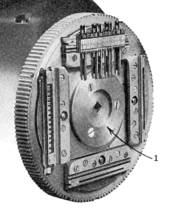
Ақтау висасы жиналған сызықты бет жағына қарсы ұстайды құйма диск. Қалып дискісінің сызық ұзындығына және нүктенің қалыңдығына сәйкес келетін тікбұрышты саңылаулары бар шламдар (құйылған сызықтар) жасалуы керек. Зең төсемдері нақты саңылаулар өлшемдері үшін осы саңылауларға сәйкес келеді Әдеттегі линейкостердің максималды ұзындығы - 30 пикс. Аз кездесетін нұсқаға 42 пика қалыптары орнатылды, бірақ олар қазір сирек кездеседі.
Құйма дискінің артында балқытылған тигель орналасқан металл түрі оңтайлы 535 °. Құю алдында мультипликационды диск слайдта алға жылжиды. Қалып дискісіндегі шпилькалар вискадағы блоктармен түйіседі, сондықтан қалып дискісі бірінші лифт иектерінде және виса жақтар арасында ұсталатын матрицалар сызығына жұмсақ, бірақ тығыз және төртбұрыш отырады. Висис жақтары матрицалар сызығын қысады, сондықтан балқытылған метал құйылған төсеніштер арасында қысылып қалмайды. Тигель алдыға еңкейіп, ауыздықты қалыптың артқы жағына мықтап итереді. Тигель ұңғымасындағы поршень тез түсіп, балқытылған металды тигельдің жұлдыруына мәжбүрлеп, ауыз қуысының саңылауларының массиві арқылы қалыптың қуысына жібереді. Балқытылған металдың ағындары алдымен матрицалардың құю бетіне тиіп, содан кейін қалыптың қуысын толтырып, қатты шлам корпусын қамтамасыз етеді.[18] Оларда кейіпкерлердің пішіндері бар, сондықтан нәтиже актер болып табылады жалқау жоғарғы жағында сызықтың таңбалық пішіндерімен. Балқытылған типтегі металдың жылуын алып, құйылған шламдардың тез қатып қалуына мүмкіндік беру үшін қалып дискісі кейде сумен салқындатылады, көбінесе үрлегішпен ауада салқындатылады.[19]
Кастинг аяқталғаннан кейін поршень жоғары қарай тартылады, ал металды ауыздан ауызға қарай тартып алады. Кәстрөл қалыптан артқа қарай тартылады. Қалып дискісі қалыпқа өте жақсы сәйкес келетін висса шпилькаларынан тартылады, осылайша матрицалардан шламды бұзады. Содан кейін қалып дискісі сағат тіліне қарсы айналады. Ілгері жүру кезінде артқы пышақ биіктігі үшін қағазға дейін өңделеді (.918 «), содан кейін бейтарап күйіне қайтады эжектор пышақтары[20] және сәйкес келеді пышақ блогын құрастыру бекітілген пышақпен тазартылған пышақ жұбы және құйылатын қалыптардың қалыңдығына қойылатын пышақ.[21] Пышақтар параллельді күйге келтірілген. Сол жақтағы бекітілген пышақ қылқаламмен тегіс жағына (құлақтың денесінің бет жағы) қарсы көтеріледі, ал оң жақ пышақ қабырғадағы шламды кесіп тастайды (құлақтың қалып қақпағы беті). Диск қалып қалыпта, оң жақта, тікелей алдында тұрған кезде тоқтайды эжектор.
Эжектор - бұл аяқталған шламды қалып дискісіндегі қалып саңылауынан итеретін тар жүздердің қатарлы тізбегі. Пышақтар қалыңдығы 6-нүктеге дейін бекітілген қалыптан өту үшін жеткілікті тар .004 «бекітілген қалып пен беткейлердің сол жағы арасындағы саңылау. Пышақтар әрқайсысы ені бойынша 2 пикас және орналасқан жүздердің саны Шығару сызығының ұзындығына байланысты шығарылады, барлық пышақтар 30 пикалық шламға арналған, ал азырақ ілініседі, өйткені батпақ корпусының өлшемі біртіндеп ұзын қалыптардың көмегімен қысылады, бұл эжектор пышақтарының соққыларына жол бермейді. жіңішке шламдарда қалыптың астарының артқы жағы.Қолпаны қалыптан итеріп жібергенде, пышақ блогындағы пышақ жиектерінің жиынтығын өткізеді, ол құймадағы кез-келген бұзушылықтарды кесіп тастайды және дәл қажетті нүктелік қалыңдықтағы шлам шығарады. Сол жерден сілекей құлдырауға түседі ас үй табақшасы ол сызықтарды олардың орналасу ретімен ұстайды.[22]
Тарату механизмі
Линотиптік машинадағы ең маңызды жаңалық - бұл тарату сатысын автоматтандырды; матрицалар мен кеңістік жолақтарын өз журналдарындағы тиісті орынға қайтару. Мұны дистрибьютор.
Кастинг аяқталғаннан кейін матрицалар итеріледі екінші лифт бұл оларды көтереді дистрибьютор журналдың жоғарғы жағында. Осы кезде ғарыш жолақтары бөлініп, ғарыш жолағына қайта оралады.[23]
Матрицалардың үстіңгі жағында тістердің өрнегі бар, олар сол арқылы ілулі болады дистрибьютер бар. Кейбір тістерді кесіп тастайды; тістердің қай үлгісі кесілгені матрицадағы сипаттамаға байланысты; яғни журналдағы қай арнаға жатады. Сол сияқты тістер дистрибьютор штангасының бөліктері бойынша кесіледі. Лифттегі штангада барлық тістер бар, сондықтан ол кез-келген матрицаны ұстайды (бірақ тістері мүлдем жоқ кеңістік жолақтарын ұстамайды).
Дистрибьютор барын және матрицалық тістерді кодтау
Матрицалар дистрибьюторлық штанганың бойымен дистрибьютор бұрандалары арқылы жүргізілгендіктен, оларды ұстап тұратын тістер болған кезде ғана ілінеді. Матрица оның әрбір тісі дистрибьютор штангасындағы кесілген тіске сәйкес келетін нүктеге жете салысымен, ол енді қолдау таппайды және сол нүктенің астындағы матрица арнасына түсіп кетеді.

Тістердің өрнегі 7 биттік екілік код болып табылады, оның ішіндегі ең үлкен жұп тістердің төменгі жағындағы жұп тістер. Кодтар негізгі журналдың сол жағынан есептеледі. 0 коды (тістері жоқ) дистрибьюторға жеткізілмейтін ғарыш жолақтарына арналған. 1 код өткізіп жіберілді (бұл үшін ешқандай себеп Linotype нұсқаулығында келтірілмеген). 2-ден 92-ге дейінгі кодтар 91 каналды негізгі журналға арналған, ал егер машинада орнатылған болса, жоғарыдағы кодтар көмекші журналға арналған. Ең кең көмекші журналда 34 арна бар, сондықтан оның оң жақ каналы - 125 код. 126 коды пайдаланылмаған[24] ал матрицалар үшін 127 коды қолданылады (төменде сипатталған).
Пи матрицалары

Теру кезінде кейде сирек кездесетін немесе түсініксіз таңбаларды пайдалану қажет, сондықтан оларды журнал арнасына тағайындаудың мағынасы болмайды. Бұл кейіпкерлер деп аталады pi таңбалары немесе сорттары (бұл жағдайда «pi» бос немесе төгілген типке қатысты түсініксіз принтердің терминін білдіреді). Сілтеме белгілері, сирек қолданылатын бөлшектер және математикалық белгілер pi таңбаларының мысалдары болып табылады. Линотипті машинада pi матрицасында барлық тістер бар (коды 127, тістері кесілмейді), сондықтан ол дистрибьютор жолағынан түсіп кетпейді және негізгі де, көмекші журналға да шығарылмайды. Оның орнына, ол соңына дейін және икемді металл түтікке өтеді пи чут және содан кейін қатарға тұрады стекерді сұрыптайды, әрі қарай пайдалану үшін қол жетімді.[25]
Сондай-ақ қараңыз
Ескертулер
- ^ а б «Линотипке арналған оқиғаның соңы». Deseret News. (Солт-Лейк-Сити, Юта). UPI. 26 қараша 1970 ж. 20В.
- ^ а б Дүниежүзілік кітап энциклопедиясы, 1972 басылым.
- ^ «50 жаста линотип». Уақыт. 1936 жылғы 13 шілде. Алынған 2009-01-07.
- ^ Нельсон, Рэнди Ф. Американдық хаттар альманахы. Лос-Алтос, Калифорния: Уильям Кауфман, Инк., 1981: 286. ISBN 0-86576-008-X
- ^ «Сагуачий жарты айының архиві».
- ^ «Ғасырлық стильдегі бүгінгі жаңалықтар». Los Angeles Times. 10 тамыз 2013. Алынған 2019-10-18.
- ^ «Колорадо газеті де уақыт машинасы». CBS жаңалықтары. 23 ақпан, 2014. Алынған 1 наурыз, 2014.
- ^ «Le Démocrate de l'Aisne».
- ^ Линотип машинасының принциптері 1940, 4 тарау, б. 62.
- ^ «Принтер 1» Әскери-теңіз күштерін даярлау курстары, 1954, б. 303
- ^ Линотип машинасының принциптері 1940, 3 тарау, б. 48.
- ^ Линотип машинасының принциптері 1940, 4 тарау, б. 59.
- ^ Линотип машинасының принциптері 1940, 4 тарау, б. 64.
- ^ Линотип машинасының принциптері 1940, 6 тарау, б. 85.
- ^ Интернет-архивтегі «теру» фильмі
- ^ Linotype Hydraquadder бөлшектері Каталог нөмірі 58
- ^ Линотип машинасының принциптері 1940, 11 тарау, 123-130 бб.
- ^ Линотип машинасының принциптері 1940, 13 тарау, 152–212 бб.
- ^ Линотип машинасының принциптері 1940, 12 тарау, б. 134.
- ^ Линотип машинасының принциптері 1940, 14 тарау, 213-218 бет.
- ^ Линотип машинасының принциптері 1940, 15 тарау, 219–225 бб.
- ^ Линотип машинасының принциптері 1940, 16 тарау, 226–231 бб.
- ^ Линотип машинасының принциптері 1940, 17 тарау, 232–249 бб.
- ^ Линотип машинасының принциптері 1940, 20 тарау, 269-275 бб.
- ^ Линотип машинасының принциптері 1940, 1 тарау Мұрағатталды 2016-03-03 Wayback Machine, б. 38.
Әдебиеттер тізімі
- Линотип машинасының принциптері. Бруклин, Нью-Йорк: Mergenthaler Linotype компаниясы. 1940.
- Базиль Кахан: Ottmar Mergenthaler - Адам және оның машинасы; Oak Knoll Press, New Castle (DE), 2000 - ISBN 1-58456-007-X
Сыртқы сілтемелер
- Линотип: Фильм - әлемнің сегізінші кереметін іздеу (Даг Уилсон, 2012) «Линотип» типіндегі құю машинасының айналасында орналасқан көп метражды деректі фильм.
- «Қош бол, Этаоин Шдрлу». Линотиптің тарихы және заманауи әдістерге көшу туралы қысқаметражды фильм. New York Times, 2016-10-14.
- Басып шығару (Holmes Burton Films Inc., 1947) линотиптік технология туралы деректі фильм. полиграфия саласында
- Металл түрі - «Ыстық метал теріп теруді еске түсіретіндерге»
- Intertype нұсқаулық кітабы Интертип типті линотипті машиналарды пайдалану және техникалық қызмет көрсету бойынша толық нұсқаулық
- Woodsidepress.com сайтындағы линотиптік машина
- Linotypesetting.com сайтындағы Linecast теру қызметі
- Теру: линотип кәсіптік нұсқаулық фильмі: 1 бөлім және 2 бөлім.
- 13/1894; Линотип теруді ауыстыратын машина
- 1966 автоматты түрде басқарылатын электронды (ACE) линотип, телетайп, интертип және басқалары
- Линотиптік машинаның патенттері
| Жасау жолдары әсерлер |
|  | |||||
|---|---|---|---|---|---|---|---|
| Теру |
| ||||||
| Баспа машинасы |
| ||||||
| Басқа жабдықтар | |||||||